Come applicare il refrigerante e il fluido da taglio nella tornitura

Il fluido da taglio serve principalmente per l'evacuazione truciolo, il raffreddamento e la lubrificazione tra utensile e pezzo da lavorare. Quando applicato correttamente, massimizza la produttività, migliora la sicurezza di processo, le prestazioni dell'utensile e la qualità del componente.

In alcuni casi potrebbe rappresentare un vantaggio ambientale ed economico lavorare senza refrigerante (a secco). Contattare il proprio specialista Sandvik Coromant di riferimento per scegliere l'utensile, la geometria e la qualità più adeguati alla lavorazione a secco.
Diverse applicazioni hanno bisogno di refrigerante per soddisfare i requisiti di tolleranza, superficie e lavorabilità. Se necessario, il refrigerante dovrebbe essere ottimizzato in modo da massimizzarne il vero potenziale.
Esistono diversi aspetti importanti per il processo di taglio legati al refrigerante:
- Tipo di refrigerante
- Uscita del refrigerante
- Pressione del refrigerante
Tipo di refrigerante

Nella tornitura si utilizzano diversi tipi di refrigerante:
- L'emulsione, un mix di acqua e olio (5-10% d'olio in acqua), è il tipo più comune
- L'olio, che si usa in alcune macchine al posto dell'emulsione
- L'aria compressa, che è utile per l'evacuazione truciolo ma non elimina il calore in maniera adeguata
- MQL (lubrificazione in quantità minima), ossia aria compressa con una quantità di olio minima per la lubrificazione
- Il refrigerante criogenico, un gas liquefatto utilizzato come refrigerante per massimizzare il raffreddamento
Emulsione, olio e aria possono essere applicati mediante gli appositi canali per il refrigerante negli utensili di tornitura. Parlando di refrigerante in termini generici, ci riferiamo al raffreddamento tramite emulsione/olio. Il refrigerante MQL e quello criogenico richiedono attrezzature speciali.
Uscita del refrigerante
La maggior parte dei moderni utensili di tornitura è dotata di adduzione di refrigerante interno attraverso l'utensile e molti offrono una combinazione tra refrigerante di precisione sopra e sotto l'inserto. Le uscite presenti nell'utensile possono essere dei seguenti tipi e offrire alla lavorazione diversi vantaggi:
- Refrigerante di precisione o refrigerante di precisione sopra l'inserto, un ugello (o simile) direziona il getto di refrigerante direttamente verso la zona di taglio sul lato superiore. Riduce la temperatura e migliora il controllo truciolo. Può essere utilizzato con alta pressione per ottimizzare la truciolabilità
- Refrigerante sotto l'inserto, un getto di refrigerante sul fianco, che rimuove efficacemente il calore dall'inserto e garantisce una maggiore durata utensile
- Uscita del refrigerante convenzionale, ad es. ugelli regolabili che nella maggior parte dei casi presentano un diametro d'uscita maggiore rispetto a quelli per il refrigerante di precisione. Il refrigerante scorre sopra l'inserto e il componente durante la lavorazione (adduzione di refrigerante a "inondazione"). Questi utensili non sono destinati all'impiego con alta pressione

Refrigerante convenzionale vs. refrigerante di precisione
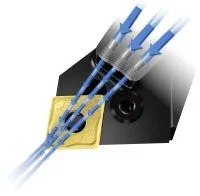
Refrigerante di precisione

I moderni utensili di tornitura presentano ugelli che direzionano il refrigerante di precisione esattamente nella zona di taglio sul lato superiore, controllando la truciolabilità e offrendo una lavorazione sicura. Per ottimizzare le capacità della macchina e migliorare ulteriormente la durata utensile e la formazione dei trucioli, adduzione di refrigerante e velocità devono essere regolate con precisione modificando il diametro degli ugelli.
Gli effetti positivi del refrigerante di precisione iniziano a risultare evidenti con pressioni basse del refrigerante ma, aumentando la pressione, è possibile lavorare con successo materiali sempre più difficili




Con il refrigerante di precisione si migliora il controllo truciolo e la durata utensile, oltre all'affidabilità del processo e alla produttività.



Senza il refrigerante di precisione l'intasamento da truciolo può rappresentare un problema, causando fermi macchina, chiamate di assistenza, maggiore usura degli utensili e finitura superficiale insoddisfacente.
Refrigerante sotto l'inserto

Le soluzioni di tornitura più moderne dispongono anche di refrigerante sotto l'inserto. Il refrigerante sotto l'inserto controlla il calore nella zona di taglio, aumentando la durata utensile e rendendo prevedibile la lavorazione.
Il refrigerante sotto l'inserto è molto efficiente già a bassa pressione, ma più questa aumenta maggiore sarà l'effetto in termini di aumento della durata utensile. È possibile aumentare la velocità di taglio o l'avanzamento per migliorare la produttività.
Refrigerante sopra o sotto l'inserto? O entrambi?
Se si usa un utensile con adduzione di refrigerante sopra (refrigerante di precisione) e sotto l'inserto, in alcune operazioni può essere utile disattivare il refrigerante sopra l'inserto. Dipende molto dal materiale del pezzo, dalla qualità e dai dati di taglio con cui si lavora.
Per le qualità con rivestimento sottile, come le qualità PVD di scelta prioritaria per i materiali ISO S, è meglio utilizzare il refrigerante sopra e sotto l'inserto per proteggere l'inserto dal calore ed evitare la deformazione plastica.
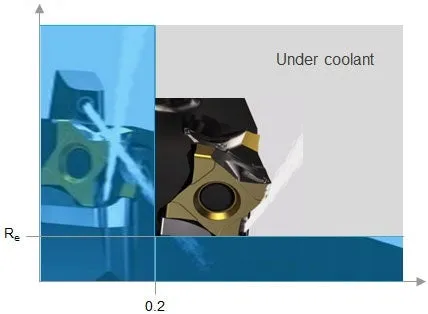
Le qualità con rivestimento spesso, come le qualità CVD di scelta prioritaria per i materiali ISO P e ISO K, presentano una buona protezione dal calore nel rivestimento. Queste qualità possono, nelle applicazioni di sgrossatura fino a quelle medie, ottimizzare la durata utensile solo con il refrigerante sotto l'inserto. Fare riferimento al diagramma blu e alla spiegazione di ISO P che seguono.
Per le qualità con rivestimento medio, come le qualità CVD di scelta prioritaria per i materiali ISO M, è consigliabile usare il refrigerante sia sopra che sotto l'inserto. Tuttavia, se l'applicazione è soggetta alla craterizzazione, provare a usare il refrigerante solo sotto l'inserto e confrontare la durata utensile.

Raccomandazioni sul refrigerante per la tornitura di acciaio

- L'applicazione del refrigerante sotto l'inserto prolunga la durata utensile
- Utilizzare il refrigerante sopra l'inserto (e sotto) quando occorre ottimizzare il controllo truciolo, normalmente necessario quando si lavora nell'area blu definita da profondità di taglio (ap) e avanzamento (fn)
- Al di fuori dell'area blu, il refrigerante sopra l'inserto potrebbe causare una leggera usura del tagliente e una maggiore craterizzazione. La craterizzazione può essere difficile da valutare, rendendo la durata utensile più breve e imprevedibile. Ecco perché è consigliabile utilizzare il refrigerante sotto l'inserto (se questo non è disponibile, utilizzare un utensile con uscita del refrigerante convenzionale)
| ap (mm) | ||
 |
fn (mm/giro) |
Vantaggi del refrigerante sopra e sotto l'inserto in diversi materiali
| Materiale da lavorare | Tipo di qualità | Refrigerante sopra l'inserto | Refrigerante sotto l'inserto |
| P | CVD | Controllo truciolo | Durata utensile |
| PVD | Controllo truciolo / Durata utensile | ||
| M | CVD | Controllo truciolo | |
| PVD | Controllo truciolo / Durata utensile | ||
| K | CVD | Durata utensile | |
| Ceramica | Durata utensile | ||
| N | Senza rivestimento | Controllo truciolo / Durata utensile | |
| PVD | Controllo truciolo / Durata utensile | ||
| PCD (diamante) | Controllo truciolo / Durata utensile | ||
| S | PVD | Controllo truciolo / Durata utensile | |
| Ceramica | Controllo truciolo |
Pressione del refrigerante
Il refrigerante ad alta pressione aumenta il consumo energetico, che deve essere preso in considerazione dal punto di vista ambientale ed economico. L'alta pressione, però, può aumentare la produttività in vari modi.
Refrigerante di precisione ad alta pressione
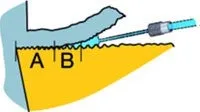
L'alta pressione nella macchina, insieme all'ugello, crea un getto di refrigerante ad alta velocità che a sua volta crea un cuneo idraulico. Il getto di refrigerante ha tre effetti principali:
- Raffreddamento dell'inserto più efficiente nella zona di contatto (A)
- Allontanamento rapido del truciolo dal petto dell'inserto e conseguente riduzione dell'usura dell'inserto (B)
- Facilitazione del processo di rottura dei trucioli in pezzi più piccoli e relativo allontanamento dall'area di taglio
Usare la giusta pressione
7–10 bar (100–150 psi)
Il refrigerante di precisione consente un migliore controllo truciolo e una maggiore affidabilità del processo con l'acciaio e altri materiali comuni. Grazie alla precisione, è possibile aumentare i dati di taglio salvaguardando l'affidabilità del processo.
70–80 bar (1000–1200 psi)
Con una maggiore pressione, è possibile ottimizzare la truciolabilità. Utilizzando geometrie sviluppate per il refrigerante di precisione, è possibile ottenere risultati ancora migliori.
150–200 bar (2200–2900 psi)
Per i materiali esigenti, come l'acciaio inossidabile duplex e le superleghe HRSA, è necessaria una maggiore pressione del refrigerante. Utilizzare portautensili con ugelli per l'adduzione di refrigerante di precisione e geometrie dedicate per il refrigerante di precisione.
BY SANDVIK COROMANT