Consigli applicativi per la tornitura esterna
Componenti con tendenza alle vibrazioni
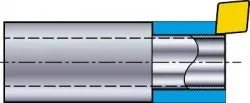
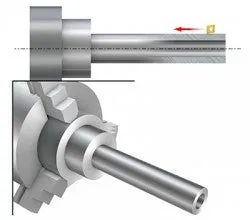
Lavorare in una passata (ad es. un tubo)
Si consiglia di eseguire tutto il taglio in una passata per direzionare la forza verso il mandrino in direzione assiale.
Esempio:
Diametro esterno (OD) di 25 mm (0.984 poll.)
Diametro interno (ID) di 15 mm (0.590 poll.)
Profondità di taglio, ap = 4.3 mm (0.169 poll.)
Spessore risultante della parete = 0.7 mm (0.028 poll.)
| OD = 25 mm (0.984 poll.) |
ap 4.3 mm (0.169 poll.) |
 |
ID = 15 mm
(0.590 poll.)
|
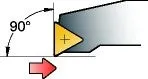
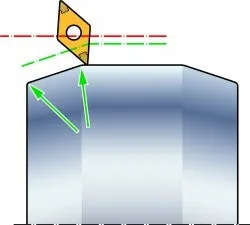
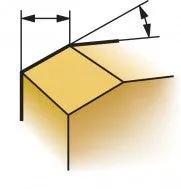
È possibile utilizzare un angolo di registrazione prossimo a 90° (angolo di attacco 0°) per direzionare le forze di taglio in senso assiale. In questo modo si determinano delle forze di flessione minime sul componente.
Lavorare in due passate

Sincronizzare la lavorazione tra torretta superiore e inferiore per uniformare le forze di taglio radiali ed evitare la vibrazione e la flessione del componente.
Componenti sottili/a parete sottile
Per la tornitura di componenti sottili o a pareti sottili, considerare quanto segue:
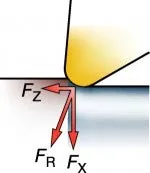
- Utilizzare un angolo di registrazione prossimo a 90° (angolo di attacco 0°). Anche una piccola variazione (da un angolo di 91/-1 a 95/-5) può influire sulla direzione della forza di taglio durante la lavorazione
- La profondità di taglio (ap) dovrebbe essere superiore al raggio di punta (RE). Un valore di ap elevato aumenta la forza assiale (Fz) e diminuisce la forza di taglio radiale (Fx), che provoca le vibrazioni
- Utilizzare un inserto con tagliente affilato e piccolo raggio di punta (RE), che genera basse forze di taglio
- Considerare l'uso di qualità Cermet o PVD per ottenere resistenza all’usura e un tagliente affilato, preferibile in questo tipo di operazione
Spallamenti/tornitura di spallamenti
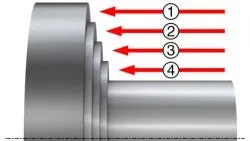
Seguire le fasi da 1 a 5 per evitare di danneggiare il tagliente dell'inserto. Questo metodo è molto vantaggioso nel caso di inserti con rivestimento CVD e può determinare una notevole riduzione delle fratture.
Fasi 1-4:
La distanza delle singole fasi (1-4) deve rimanere pari alla velocità di avanzamento per evitare l’intasamento da truciolo.
Fase 5:
Eseguire il taglio finale in una sola passata verticale, partendo dal diametro esterno e procedendo verso il diametro interno.
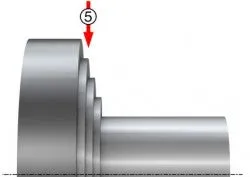
Se si procede dal diametro interno al diametro esterno durante la sfacciatura sullo spallamento, si possono verificare anche problemi di avvolgimento dei trucioli sui raggi. Per risolvere il problema si può cambiare il percorso utensile, invertendo così la direzione dei trucioli.

Sfacciatura
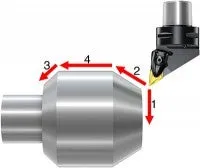
Iniziare con sfacciatura (1) e smusso (2). Se possibile e se le condizioni geometriche del pezzo lo consentono, lavorare lo smusso (3). Il taglio longitudinale (4) è l'ultima operazione e, durante la lavorazione, l'inserto entra ed esce dal pezzo in modo fluido.
La sfacciatura deve essere la prima operazione per impostare il punto di riferimento per la passata successiva sul componente.
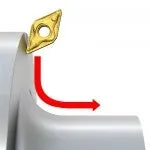
La formazione di bave alla fine della passata spesso è un problema (nella fase di uscita del tagliente dal pezzo). Lasciando uno smusso o raggio (interpolazione inversa su uno spigolo) è possibile ridurre di molto la formazione di bave o evitarla completamente.
Con uno smusso sul componente, l’entrata del tagliente dell’inserto risulta più regolare (sia in operazioni di sfacciatura che di tornitura longitudinale).
Tagli interrotti

Quando si lavorano tagli interrotti:
- Utilizzare una qualità PVD per assicurare la tenacità del filo tagliente nelle applicazioni con leggere interruzioni, ad es. barre esagonali
- Utilizzare una qualità CVD tenace per assicurare la macrotenacità nelle applicazioni con componenti di grandi dimensioni e forti interruzioni.
- Considerare l'uso di un rompitrucioli robusto per aggiungere una resistenza alla scheggiatura sufficiente
- Può essere utile disattivare il refrigerante per evitare microfessurazioni termiche
Finitura di componenti con scarico di rettifica
L'utilizzo del raggio di punta (RE) maggiore possibile nella tornitura longitudinale e la sfacciatura consente di ottenere i seguenti risultati:
- Tagliente robusto e maggiore affidabilità
- Buona finitura superficiale
- Possibilità di utilizzare avanzamenti elevati
Non superare la larghezza dello scarico ed eseguirlo come ultima operazione per la rimozione delle bave.
Consigli applicativi per la tornitura interna
- Scegliere il massimo diametro di barra possibile ma, nel contempo, verificare che ci sia abbastanza spazio per l'evacuazione truciolo tra la barra e il foro
- Controllare che, in relazione ai dati di taglio applicati, l'evacuazione truciolo sia sufficiente e che venga generato il tipo corretto di trucioli
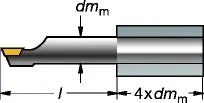
- Scegliere la minima sporgenza possibile ma, nel contempo, verificare che la lunghezza della barra di alesatura permetta le lunghezze di bloccaggio consigliate. La lunghezza di bloccaggio non dovrebbe mai essere inferiore a tre volte il diametro della barra
- Utilizzare barre di alesatura antivibranti nella produzione di componenti sensibili alle vibrazioni
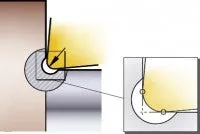
- Scegliere un angolo di registrazione il più vicino possibile a 90° (angolo di attacco 0°) per direzionare le forze di taglio lungo la barra di alesatura. L'angolo di registrazione non dovrebbe mai essere inferiore a 75° (angolo di attacco -15°)
- È preferibile che l'inserto multitagliente abbia un posizionamento di base positivo e una geometria d'inserto positiva per minimizzare la flessione dell'utensile
- Selezionare un raggio di punta dell'inserto inferiore alla profondità di taglio

- L'impegno insufficiente del tagliente può aumentare le vibrazioni dovute all'attrito durante il taglio. Per una buona azione di taglio, scegliere un impegno del tagliente superiore al raggio di punta
- Un eccessivo impegno del tagliente (grande profondità di taglio e/o avanzamento) può aumentare le vibrazioni causate della flessione dell'utensile
- Generalmente, gli inserti con rivestimento sottile o quelli non rivestiti generano basse forze di taglio rispetto agli inserti con rivestimento di elevato spessore. Ciò è particolarmente importante quando la relazione tra lunghezza e diametro dell'utensile è notevole. Un tagliente affilato migliora, in genere, la qualità del foro grazie alla minore tendenza alle vibrazioni
- Una geometria con un rompitrucioli aperto risulta spesso più vantaggiosa nella tornitura interna
- In alcune operazioni, per contrastare il rischio di intasamento da truciolo o la tendenza alle vibrazioni, potrebbe essere considerata una qualità di inserto più tenace
- Se è necessario migliorare la formazione del truciolo, considerare percorsi utensile alternativi
Consigli applicativi per la tornitura di pezzi temprati
In aggiunta alle raccomandazioni generali relative alla tornitura, esistono alcuni fattori chiave da considerare nella tornitura di pezzi temprati (se il processo di produzione include la preparazione del componente prima dell'incrudimento):
- Evitare la formazione di bave
- Mantenere tolleranze dimensionali strette
- Eseguire smussi e raggi prima della tempra
- Evitare di entrare o uscire bruscamente dal taglio
- Entrare nel taglio o uscirne in interpolazione
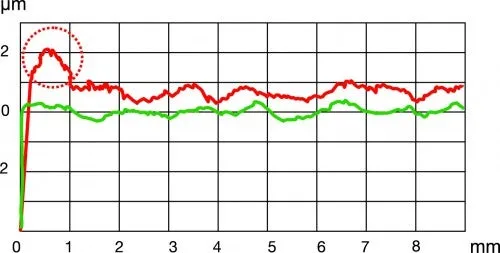
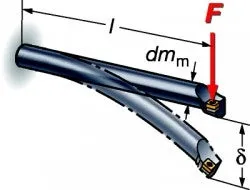
Asse X: lunghezza caratteristica
Asse Y: scostamento del diametro
Superficie critica
Setup
- Stabilità della macchina, bloccaggio e allineamento del pezzo sono fondamentali
- In linea generale, per i pezzi supportati a una sola estremità è consigliabile che il rapporto tra lunghezza e diametro del pezzo non superi 2:1. Con l'ulteriore supporto di una contropunta, questo rapporto può essere esteso
- Va sottolineato che una configurazione termicamente simmetrica di testa e contropunta conferisce una maggiore stabilità dimensionale
- Utilizzare il sistema Coromant Capto®
- Minimizzare tutte le sporgenze per massimizzare la rigidità del sistema
- Considerare l'uso di barre di alesatura con stelo in metallo duro e di Silent Tools per la tornitura interna
Microgeometria degli inserti
Due preparazioni del tagliente tipiche degli inserti CBN sono il tipo S e il tipo T.
- Tipo S: massima robustezza del filo tagliente. Resistenza alla microscheggiatura e garanzia di finitura superficiale costante.
- Tipo T: migliori finiture superficiali nei tagli continui e minimizzazione delle bave nei tagli interrotti. Forze di taglio minori.
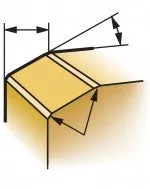
Tipo S
Smusso con leggera onatura
Tipo T
Smusso senza onatura
Geometria degli spigoli degli inserti
- Se le condizioni sono stabili, utilizzare sempre la geometria raschiante per ottimizzare la finitura superficiale.
- Utilizzare un inserto con un angolo di registrazione ridotto in presenza di elevati requisiti di produttività.
- Un inserto di raggio normale dovrebbe essere usato solo quando la stabilità è scarsa (pezzi sottili, ecc.).
Lavorazione con o senza refrigerante
La tornitura di pezzi temprati senza refrigerante è la scelta migliore ed è assolutamente fattibile. Sia gli inserti di CBN che quelli in ceramica tollerano temperature di taglio elevate, eliminando i costi e le difficoltà associati ai refrigeranti.
Alcune applicazioni possono comunque richiedere l'adduzione di refrigerante, ad esempio per controllare la stabilità termica del pezzo. In tal caso, assicurare un flusso continuo di refrigerante per l'intera operazione di tornitura.
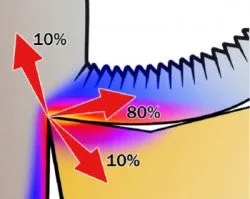
Generalmente, il calore generato durante la lavorazione viene distribuito tra il truciolo (80%), il pezzo (10%) e l'inserto (10%). Ciò dimostra l'importanza dell'evacuazione dei trucioli dalla zona del tagliente.
Dati di taglio e usura
L'elevato calore nella zona del tagliente riduce le forze di taglio. Una velocità di taglio troppo bassa, di conseguenza, genera meno calore e può provocare la rottura dell'inserto.
La craterizzazione riduce gradualmente la resistenza dell'inserto ma non incide troppo negativamente sulla finitura superficiale. In compenso, l'usura sul fianco incide gradualmente sulla tolleranza dimensionale.
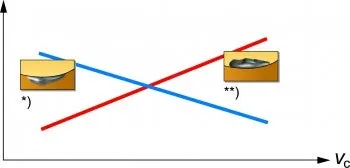
Percentuale della durata utensile che determina l'usura
*) Usura sul fianco **) Craterizzazione
Criteri di cambio degli inserti
La finitura superficiale predeterminata (B) è un criterio frequente e pratico di cambio degli inserti. La finitura superficiale viene misurata automaticamente in una stazione separata e ad una determinata qualità di finitura viene fornito un valore.
Per un processo ottimizzato e più stabile, stabilire un numero predeterminato di componenti (A) come criterio di cambio dell'inserto. Tale valore dovrebbe essere del 10–20% inferiore rispetto alla finitura superficiale predeterminata; la cifra esatta è da determinare di caso in caso.
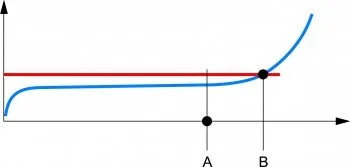
B: finitura superficiale predeterminata
Asse X: numero di componenti
Asse Y: finitura superficiale
Linea blu: usura dell'inserto
Linea rossa: valore Ra/Rz max.
Strategia a una sola passata
L'applicazione di una strategia di "asportazione truciolo" a passata singola è fattibile sia per le operazioni interne che per quelle esterne. È importante che il setup sia stabile, inoltre la sporgenza dell'utensile non dovrebbe superare il diametro della barra nella tornitura interna (1×D). Per ottimizzare la lavorazione, è consigliabile utilizzare inserti smussati con leggera onatura e valori moderati di velocità e avanzamento.
Vantaggi
- Minimizzazione dei tempi di lavorazione
- Una sola posizione utensile
Svantaggi
- Difficoltà a rispettare tolleranze dimensionali rigide
- Durata utensile più breve (rispetto al metodo a due passate)
- Scostamenti di tolleranza dovuti all'usura relativamente rapida
Strategia a due passate

La strategia a due passate consente la lavorazione non presidiata di superfici finite di alta qualità. È consigliabile utilizzare inserti di sgrossatura con raggio di 1.2 mm (0.047 poll.) e inserti di finitura solo con smusso. Entrambi gli inserti dovrebbero avere una geometria raschiante.
Vantaggi
- Utensili ottimizzati per operazioni di sgrossatura e finitura
- Sicurezza più elevata, tolleranze più strette e cicli potenzialmente più lunghi di cambio utensili
Svantaggi
- Necessità di due inserti
- Due posizioni utensile
- Cambio utensili supplementare