Come migliorare la durata utensile nella tornitura
Nella tornitura, i tre principali parametri di lavorazione sono velocità, avanzamento e profondità di taglio. Ognuno ha un effetto sulla durata utensile. Per ottimizzarla:
- Ridurre la velocità di taglio, vc (per ridurre il calore)
- Ottimizzare l'avanzamento, fn (per ridurre il tempo di taglio)
- Ottimizzare la profondità di taglio, ap (per ridurre il numero di passate)
Velocità di taglio, vc
Valore troppo basso
- Tagliente di riporto
- Usura del tagliente
- Non economico
- Superficie di scarsa qualità
Valore troppo alto
- Rapida usura sul fianco
- Finitura scarsa
- Rapida usura per craterizzazione
- Deformazione plastica
(Durata utensile sull'asse Y)
Velocità di avanzamento, fn
Valore troppo basso
- Trucioli a nastro continuo
- Rapida usura sul fianco
- Tagliente di riporto
- Non economico
Valore troppo alto
- Minore controllo truciolo
- Finitura superficiale insoddisfacente
- Craterizzazione/deformazione plastica
- Alto assorbimento di potenza
- Saldatura dei trucioli
- Martellamento dei trucioli
(Durata utensile sull'asse Y)
Profondità di taglio, ap
Valore troppo basso
- Minore controllo truciolo
- Vibrazioni
- Calore eccessivo
- Non economico
Valore troppo alto
- Alto assorbimento di potenza
- Rottura dell'inserto
- Forze di taglio maggiori
(Durata utensile sull'asse Y)
Manutenzione degli utensili
Stabilendo una routine di manutenzione degli utensili in officina è possibile migliorare la durata utensile nella tornitura, prevenire i problemi e risparmiare denaro.
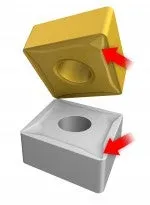
Controllare le sedi degli inserti
È importante verificare che le sedi degli inserti non abbiano subito danni durante la lavorazione o la manipolazione.
Cercare:
- Tasche sede sovradimensionati a causa dell'usura. L'inserto non rimane correttamente in sede. Usare uno spessimetro da 0.02 mm (0.0008 poll.) per controllare il gioco
- Non ci deve essere spazio negli angoli tra il supporto e il fondo del vano
- Supporti danneggiati. I supporti non dovrebbero avere angoli scheggiati nella zona di taglio
- Usura del supporto dovuta alla rottura del truciolo e/o all'impressione esercitata dall'inserto


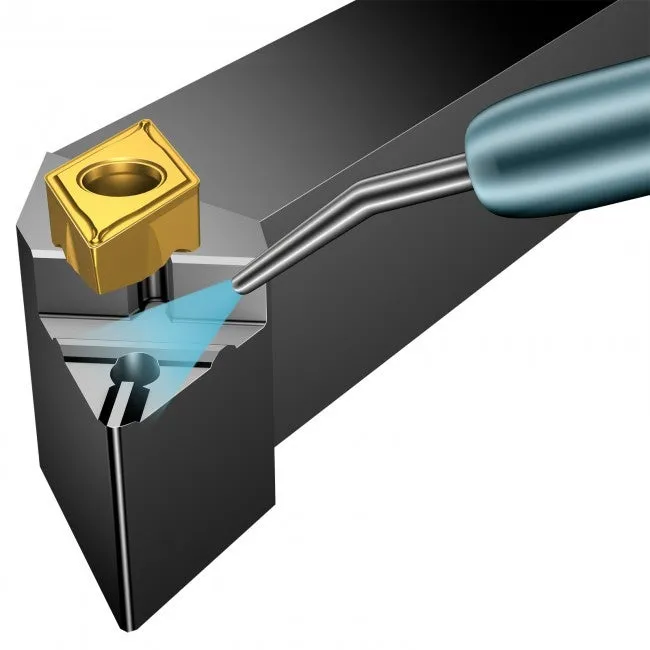
Pulire la sede dell'inserto
Verificare che sia libera dalla polvere o dai trucioli prodotti dalla lavorazione. Se necessario, pulire le sedi degli inserti con aria compressa. Se si utilizzano barre di alesatura con testine di taglio e si cambia la testina di taglio, è importante controllare e pulire anche l'accoppiamento tra la testina e la barra.


Chiave torsiometrica

Per ottenere le migliori prestazioni dai portautensili con bloccaggio a vite, si dovrebbe usare una chiave torsiometrica per serrare correttamente l'inserto. Serrare al momento torcente consigliato per ogni portautensili.
- Un momento torcente troppo alto inciderà negativamente sulle prestazioni dell'utensile, provocando la rottura di vite e inserto
- Un momento torcente troppo basso comporta lo spostamento dell'inserto, l'insorgenza di vibrazioni e una minore qualità del risultato di taglio
Viti di bloccaggio
Per garantire il corretto serraggio delle viti, utilizzare sempre una chiave torsiometrica. Lubrificare sufficientemente la vite per prevenirne il blocco. Il lubrificante dovrebbe essere applicato sia sulla filettatura sia sulla testa della vite. Sostituire le viti usurate o danneggiate.