Come eseguire la tornitura su diversi materiali
Tornitura di acciaio

Gli acciai possono essere classificati come non legati, debolmente legati e fortemente legati e ciò influisce sulle raccomandazioni di lavorazione per la tornitura.
Tornitura di acciaio non legato
Classificazione del materiale: P1.1
L'acciaio non legato ha un tenore di lega che può arrivare al massimo a 0.55%. A causa della difficile truciolabilità e della tendenza all'incollamento (tagliente di riporto), gli acciai a basso tenore di lega (tenore di lega <0.25%) richiedono particolare attenzione.
Per rompere e indirizzare il truciolo, puntare al massimo avanzamento possibile. È fortemente consigliabile utilizzare un inserto raschiante.
Lavorare a velocità di taglio elevate per evitare la formazione di tagliente di riporto che può incidere negativamente sulla superficie. Geometrie ad azione di taglio leggera e spigoli taglienti riducono la tendenza all'incollamento e prevengono il deterioramento del tagliente.
Tornitura di acciaio debolmente legato

Classificazione del materiale: P2.x
La lavorabilità degli acciai debolmente legati dipende dal tenore di lega e dal trattamento termico (durezza). Per tutti i materiali di questo gruppo, i meccanismi di usura più comuni sono la craterizzazione e l'usura sul fianco. Dato che i materiali temprati generano un calore più elevato nella zona di taglio, anche la deformazione plastica è spesso un problema.
Per gli acciai debolmente legati in condizione non temprata, la scelta prioritaria sono le qualità e le geometrie per acciaio. Con i materiali temprati, è utile utilizzare una qualità più dura (ghisa, ceramica e CBN).
Tornitura di acciaio fortemente legato

Classificazione del materiale: P3.x
Gli acciai fortemente legati hanno un tenore di lega totale di oltre il 5%. Il gruppo include sia i materiali teneri che quelli temprati. La lavorabilità diminuisce quando aumentano tenore di lega e durezza.
Come per gli acciai debolmente legati, la scelta prioritaria sono le qualità e le geometrie per acciaio.
Gli acciai con oltre il 5% di elementi leganti e con una durezza superiore a 450 HB impongono requisiti supplementari di resistenza alla deformazione plastica e robustezza del tagliente. Considerare l'impiego di una qualità più dura (ghisa, ceramica e CBN).
Tornitura di acciaio inossidabile

L'acciaio inossidabile può essere categorizzato in ferritico/martensitico, austenitico e duplex (austenitico/ferritico), ognuno con diverse raccomandazioni di lavorazione per la tornitura.
Tornitura di acciai inossidabili ferritici e martensitici
Classificazione del materiale: P5.1
L'acciaio inossidabile è classificato come materiale in acciaio, dunque con classificazione P5.x. Le raccomandazioni di lavorazione generali per questo tipo di acciaio sono le nostre qualità e geometrie per acciaio inossidabile.
Gli acciai martensitici possono essere lavorati in condizioni temprate, imponendo requisiti supplementari in termini di resistenza alla deformazione plastica dell'inserto. Considerare l'impiego di qualità CBN, HRC = 55 e superiore.
Tornitura di acciai inossidabili austenitici
Classificazione del materiale: M1.x e M2.x
L'acciaio inossidabile austenitico è il tipo più comune di acciaio inossidabile. Questo gruppo include anche gli acciai inossidabili superaustenitici, definiti come acciai inossidabili con tenore di nichel superiore al 20%.
Le qualità e le geometrie consigliate sono quelle della nostra offerta di qualità CVD e PVD per acciaio inossidabile.
Per i tagli interrotti o quando è il meccanismo principale di usura è il martellamento del truciolo o l'intasamento da truciolo, considerare l'impiego di qualità PVD.
Altre considerazioni:
- Per ridurre la craterizzazione e la deformazione plastica, utilizzare sempre il refrigerante e selezionare il più grande raggio di punta possibile.
- Utilizzare inserti rotondi o piccoli angoli di registrazione per prevenire l'usura ad intaglio
- Anche la tendenza all'incollamento o il tagliente di riporto sono fenomeni comuni che incidono negativamente su finitura superficiale e durata utensile. Utilizzare taglienti e/o geometrie con petto dell'inserto positivo
Tornitura di acciai inossidabili duplex (austenitici/ferritici)

Classificazione del materiale: M3.4
Per l'acciaio inossidabile duplex fortemente legato si utilizzano designazioni come super-duplex o anche hyper-duplex. La più elevata resistenza meccanica rende questi materiali più difficili da lavorare, soprattutto in termini di generazione di calore, forze di taglio e controllo truciolo.
Le qualità e le geometrie consigliate sono quelle della nostra offerta di qualità CVD e PVD per acciaio inossidabile.
Altre considerazioni:
- Utilizzare il refrigerante per un miglior controllo truciolo ed evitare la deformazione plastica. Usare utensili con adduzione interna di refrigerante, preferibilmente di precisione. Per saperne di più sul refrigerante
- Utilizzare angoli di registrazione piccoli per evitare l'usura ad intaglio e la formazione di bave
Tornitura della ghisa

Esistono cinque tipi principali di ghisa:
- Ghisa grigia (GCI)
- Ghisa nodulare (NCI)
- Ghisa malleabile (MCI)
- Ghisa a grafite compatta (CGI)
- Ghisa duttile austemperata (ADI)
La ghisa è un composto di Fe-C con percentuale di Si del 1-3% e contenuto di C superiore al 2%. Si tratta di un materiale a truciolo corto con un buon controllo truciolo nella maggior parte delle condizioni.
Per la maggior parte di questi materiali è consigliabile utilizzare le nostre qualità e geometrie per ghisa. È consigliabile usare qualità in ceramica e CBN per la ghisa grigia, a velocità di taglio più elevate.
Tornitura delle superleghe resistenti al calore (HRSA)
Le superleghe hanno una grande resistenza meccanica e al creep (tendenza dei solidi a muoversi o deformarsi lentamente quando sottoposti a sollecitazioni) ad elevate temperature. Offrono anche una buona resistenza alla corrosione/ossidazione. I materiali HRSA possono essere suddivisi in quattro gruppi:
- A base di nichel (ad es. Inconel)
- A base di ferro
- A base di cobalto
- Leghe in titanio (il titanio può essere puro o con strutture alfa e beta)
La lavorabilità delle HRSA e del titanio è scarsa, soprattutto in condizioni di ricottura che richiedono particolari sollecitazioni sugli utensili da taglio. È importante utilizzare spigoli taglienti per prevenire la formazione della cosiddetta "coltre bianca", con durezze e tensioni residue differenti.
Superleghe HRSA: nella tornitura di superleghe HRSA di utilizzano generalmente qualità in ceramica e PVD. È consigliabile utilizzare geometrie ottimizzate per i materiali HRSA.
Leghe di titanio: si utilizzano soprattutto qualità non rivestite e PVD. È consigliabile utilizzare geometrie ottimizzate per i materiali HRSA.
Un criterio di usura alquanto comune, sia con il titanio che con le HRSA, è l'usura ad intaglio. Seguire le presenti linee guida per ottenere prestazioni ottimali:
- È consigliabile usare un angolo di registrazione inferiore a 45°
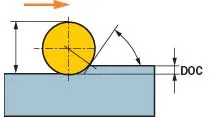
- Utilizzare la relazione corretta tra diametro dell'inserto/raggio di punta e profondità di taglio
- In caso di lavorazione in rampa o di molteplici passate, è consigliabile utilizzare una profondità di taglio superiore a 0.25 mm (0.0098 poll.)
- Per la tornitura di HRSA e leghe di titanio, è opportuno applicare sempre il refrigerante, a prescindere dal fatto che si utilizzino inserti in metallo duro o in ceramica. Il volume di refrigerante dovrebbe essere elevato e correttamente direzionato.
- Quando si utilizzano materiali in ceramica, la presmussatura minimizza il rischio di bave quando l'inserto entra ed esce dal taglio, per ottenere prestazioni ottimali

Tornitura di materiali non ferrosi (alluminio)

Questo gruppo comprende i metalli teneri non ferrosi, come alluminio, rame, bronzo, ottone, metalli a matrice composita (MMC) e magnesio. La lavorabilità differisce in funzione degli elementi leganti, dei trattamenti termici e dei processi di lavorazione (forgiatura, fusione, ecc.).
Tornitura di leghe di alluminio
Classificazione del materiale: N1.2
È consigliabile utilizzare sempre inserti con posizionamento di base positivo e spigoli taglienti. Le qualità non rivestite e PCD rappresentano la scelta prioritaria.
Per le leghe di alluminio con contenuto di Si superiore al 13% utilizzare una qualità PCD, poiché la durata utensile delle qualità in metallo duro è drasticamente ridotta.
Nella lavorazione dell'alluminio, il refrigerante viene utilizzato soprattutto per l'evacuazione dei trucioli.


Tornitura di acciaio temprato

La tornitura di acciaio con una durezza tipicamente compresa tra 55 e 65 HRC viene definita tornitura di pezzi temprati e rappresenta un'alternativa economica alla rettifica. La tornitura di pezzi temprati offre miglioramenti in termini di flessibilità, tempi di produzione e qualità.
Le qualità in nitruro di boro cubico (CBN) sono il materiale più adatto per la tornitura di pezzi temprati e in acciaio temprato ad induzione. Per gli acciai più teneri di 55 HRC circa, utilizzare inserti in ceramica o metallo duro.

Utilizzare qualità CBN ottimizzate per la tornitura di pezzi temprati.
- Buona lavorazione e stabilità di bloccaggio
- Utilizzare le profondità di taglio minori possibili per ottenere un piccolo angolo di registrazione e la corretta preparazione del tagliente, per migliorare la durata utensile
- Utilizzare un raschiante per ottimizzare la finitura superficiale
BY SANDVIK COROMANT