|
|
Causa |
|
Soluzione |
|
Controllo truciolo
Lunghi trucioli aggrovigliati che si avvolgono attorno all’utensile o al pezzo. Generalmente dovuti a bassi valori di avanzamento e a profondità di taglio basse e/o poco profonde.

|
|
- Avanzamento troppo basso per la geometria scelta
|
|
- Aumentare l'avanzamento
- Scegliere una geometria di inserto con caratteristiche di controllo truciolo migliori
- Usare un utensile con refrigerante di precisione
|
|
- Profondità di taglio troppo bassa per la geometria scelta
|
|
- Aumentare la profondità di taglio, oppure scegliere una geometria con caratteristiche di controllo truciolo migliori
|
|
- Raggio di punta troppo grande
|
|
- Scegliere un raggio di punta più piccolo
|
|
- Angolo di registrazione non adatto
|
|
- Scegliere un attacco con l'angolo di registrazione (angolo di attacco) più ampio possibile.
KAPR = 90° (PSIR = 0°)
|
|
Controllo truciolo
Trucioli molto corti, spesso incollati tra loro, dovuti a una difficile rottura del truciolo.
La difficile rottura del truciolo spesso riduce la durata utensile o determina la rottura dell'inserto, a causa dell'elevato carico di trucioli sul tagliente. |
|
- Avanzamento troppo elevato per la geometria scelta
|
|
- Scegliere una geometria studiata per avanzamenti più elevati, preferibilmente un inserto monolaterale
- Ridurre l'avanzamento
|
|
- Angolo di registrazione non adatto
|
|
- Scegliere un attacco con l'angolo di registrazione (angolo di attacco) più piccolo possibile.
KAPR = 45°–75° (PSIR 45–15°)
|
|
- Raggio di punta troppo piccolo
|
|
- Scegliere un raggio di punta più grande
|
|
Finitura superficiale
La superficie ha un aspetto irregolare, sia al tatto sia alla vista, e non è conforme alle tolleranze specificate.

|
|
- I trucioli si rompono contro il componente lasciando dei segni sulla superficie finita
|
|
- Scegliere una geometria che favorisca l’evacuazione truciolo dal componente
- Cambiare angolo di registrazione
- Ridurre la profondità di taglio
- Scegliere un sistema di attrezzamento positivo con angolo di inclinazione neutro
|
|
- Superficie irregolare provocata dall’eccessiva usura ad intaglio del tagliente
|
|
- Selezionare una qualità con una migliore resistenza all'usura per ossidazione, ad es. Cermet
- Ridurre la velocità di taglio
|
|
- Un avanzamento troppo alto abbinato a un raggio di punta troppo piccolo genera una superficie ruvida
|
|
- Selezionare un inserto raschiante o un raggio di punta più grande
- Ridurre l'avanzamento
|
|
Formazione di bave
Formazione di bave sul pezzo da lavorare in entrata e in uscita dal pezzo.
|
|
- Il tagliente non è abbastanza affilato
- L’avanzamento è troppo basso per la rotondità del tagliente
|
|
- Utilizzare inserti con taglienti affilati, inserti con rivestimento PVD o inserti rettificati con basse velocità di avanzamento, < 0.1 mm/giro (0.004 poll./giro)
|
|
- Usura ad intaglio alla profondità di taglio o scheggiatura
|
|
- Utilizzare un attacco con angolo di registrazione piccolo
|
|
- Formazione di bave alla fine o all'inizio del taglio
|
|
- Terminare o iniziare la passata con uno smusso o un raccordo nella fase di entrata/uscita dal pezzo
|
|
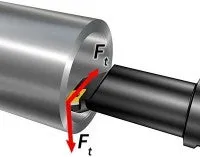
Vibrazioni
Elevate forze di taglio radiali dovute a vibrazioni o segni prodotti da vibrazioni causati dagli utensili o dal montaggio degli utensili. Problemi tipici della lavorazione interna con barre di alesatura.

|
|
- Angolo di registrazione non adatto
|
|
- Scegliere un angolo di registrazione più grande (angolo di attacco). KAPR = 90°
(PSIR = 0°)
|
|
- Raggio di punta troppo grande
|
|
- Scegliere un raggio di punta più piccolo
|
|
- Arrotondamento del tagliente inadatto o smusso negativo
|
|
- Scegliere una qualità con rivestimento sottile o non rivestita
|
|
- Eccessiva usura sul fianco del tagliente
|
|
- Scegliere una qualità più resistente all’usura oppure ridurre la velocità
|
|
Vibrazioni
Elevate forze di taglio tangenziali.

|
|
- La geometria dell’inserto genera forze di taglio elevate
- La rottura del truciolo è troppo difficoltosa e genera forze di taglio elevate
|
|
- Scegliere una geometria di inserto positiva
- Ridurre l’avanzamento oppure scegliere una geometria per avanzamenti più elevati
|
|
- Forze di taglio variabili o troppo basse a causa della profondità di taglio ridotta
|
|
- Aumentare la profondità di taglio in modo da obbligare il tagliente ad eseguire il taglio
|
|
- Utensile posizionato in modo non corretto
|
|
- Controllare il posizionamento in altezza
|
|
- Instabilità dell’utensile dovuta alla sporgenza elevata
|
|
- Ridurre la sporgenza
- Usare il diametro barra più grande possibile
- Utilizzare Silent Tools™ o una barra di metallo duro
|
|
- Il bloccaggio instabile determina una rigidità insufficiente
|
|
- Estendere la lunghezza di bloccaggio della barra di alesatura
- Utilizzare EasyFix™ per barre cilindriche
|